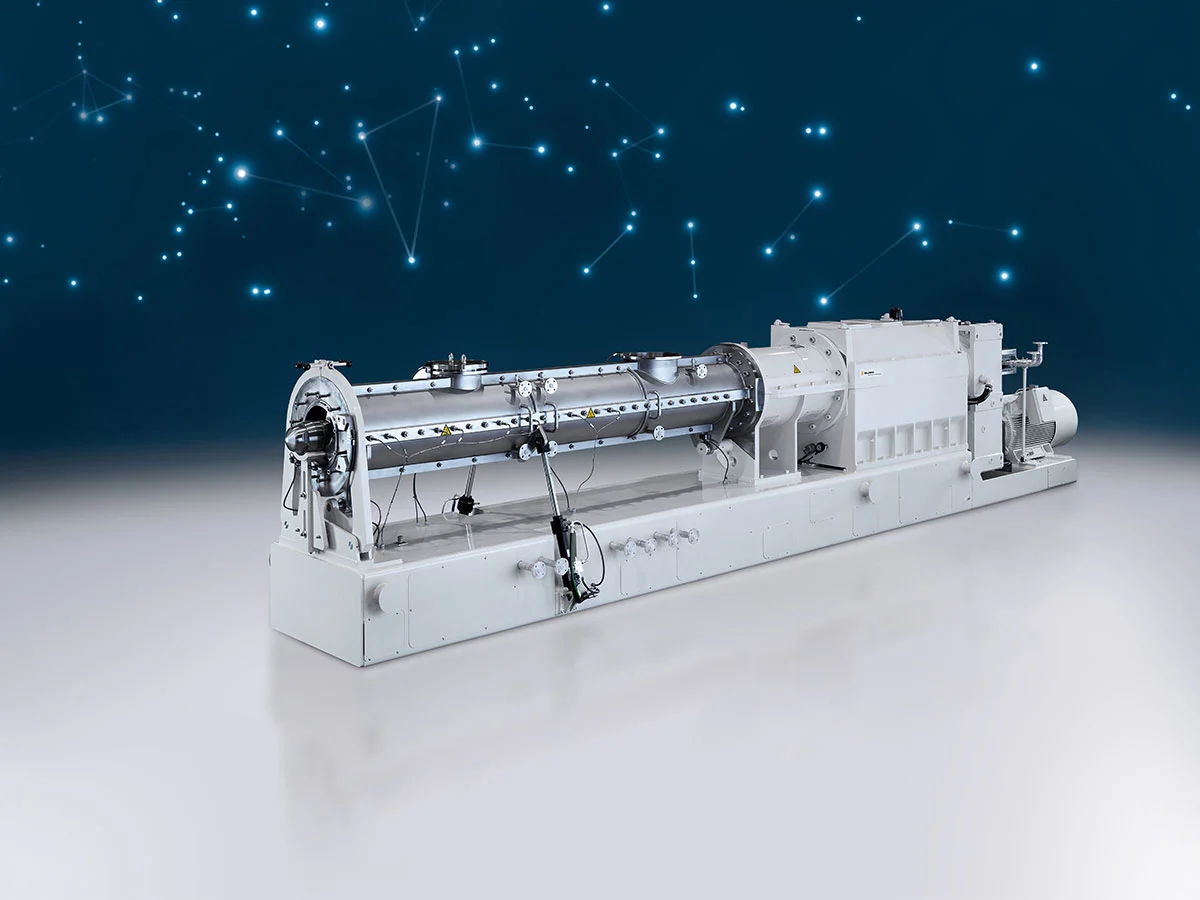
LR Ko-Kneter Der Spezialist für die Lebensmittelindustrie
BUSS Ko-Kneter-Technologie für die Lebensmittelaufbereitung und Herstellung von Kaugummimasse (Gum Base)
Der erste BUSS Ko-Kneter zur Lebensmittelaufbereitung wurde 1948 an einen Schokoladenfabrikanten ausgeliefert. Schonende Aufbereitung, effiziente Selbstreinigung und leichte Zugänglichkeit der Prozesszonen, wie sie typisch für diese Maschinen sind, waren immer schon unverzichtbare Anforderungen in diesem Bereich. Aufgrund ähnlicher Anforderung an die Compoundierung eignen sich die LR Ko-Kneter neben der Lebensmittelindustrie ebenfalls für die Verarbeitung von Elastomer Silikonen.
Heute werden die BUSS Ko-Kneter in der Lebensmittelindustrie für das Compoundieren von Schokolade und Krokantteigen, die Produktion von Zuckerkomprimaten und weichen Kaubonbons sowie für die Aufbereitung von Kaugummirohmasse, Kaugummi und Bubble Gum eingesetzt. BUSS LR Ko-Kneter für die Lebensmittelindustrie haben ein größeres freies Volumen (Do / Di = 1,81) als jene in der Kunststoffindustrie, ein kleineres Durchmesser-/Hub-Verhältnis (Do / H = 4,0) und eine niedrigere Scherrate.






Vorteile des Arbeitsprinzips
Das einzigartige Arbeitsprinzip der BUSS LR Ko-Kneter gewährleistet eine schonende jedoch homogene Aufbereitung. Darüber hinaus sorgt die effizienten Makro- und Mikrovermischung für eine enge Verweilzeitenverteilung und ein ausgezeichnetes Selbstreinigungsvermögen. Deshalb sind die BUSS LR Ko-Kneter die erste Wahl für scherempfindliche Produkte wie
- Backwaren, Kuchen und Kekse
- Frühstückszerealien
- Snack-Pellets
- Schokoladenteige
- Zuckerkomprimate
- weiche Kaubonbons
- Kaugummi, Bubble Gum und Kaugummirohmasse
Eindrucksvolle Aufbereitungvon Kaubonbonmasse mit dem LR Ko-Kneter
Die schonende jedoch homogene Aufbereitung des LR-Ko-Kneters wird am eindrucksvollsten beim kontinuierlichen Ziehen von Kaubonbonmasse ersichtlich. Bei etwa 90 °C zugeführte Zuckermasse wird auf etwa 40 °C heruntergekühlt und im Ko-Kneter kristallisiert, der somit auch als Wärmetauscher für die Ableitung der Kristallisierungswärme fungiert. Durch eine konstante Ausrichtung in der Scherzone des Ko-Kneters entsteht eine extrem feine und gleichmäßige Kristallstruktur, was für eine optimale Textur der Kaubonbonmasse und damit für höchsten Kaugenuss sorgt.

Technische Daten
Die BUSS LR Ko-Kneter sind in verschiedenen Größen mit Schneckendurchmessern von 100 bis 400 mm für Durchsätze von 200 bis 7000 kg/h erhältlich.
Overall length incl. drive assembly | 11 L/D: 3.200 15 L/D: 3.600 19 L/D: 4.000 |
Height [mm] | 1.250 |
Center line height [mm] | 1.000 |
Width [mm] | 1.200 |
Feed port height [mm] | 1.090 |
Weight [kg] | 11 L/D: 1.500 15 L/D: 2.050 19 L/D: 2.600 |
Max. screw speed [rpm] | 300 |
Max. drive rating [kW] | 50 |
Overall length incl. drive assembly | 11 L/D: 7.100 15 L/D: 7.900 19 L/D: 8.700 |
Height [mm] | 1.550 |
Center line height [mm] | 1.095 |
Width [mm] | 1.200 |
Feed port height [mm] | 1.325 |
Weight [kg] | 11 L/D: 3.300 15 L/D: 4.000 19 L/D: 4.500 |
Max. screw speed [rpm] | 250 |
Max. drive rating [kW] | 115 |
Overall length incl. drive assembly | 11 L/D: 9.800 15 L/D: 11.000 19 L/D: 12.200 |
Height [mm] | 1.900 |
Center line height [mm] | 1.450 |
Width [mm] | 1.400 |
Feed port height [mm] | 1.745 |
Weight [kg] | 11 L/D: 10.000 15 L/D: 12.700 19 L/D: 15.000 |
Max. screw speed [rpm] | 150 |
Max. drive rating [kW] | 200 |
Overall length incl. drive assembly [mm] | 11 L/D: Specification depends on requirements 15 L/D: 12.700 19 L/D: Specification depends on requirements |
Height [mm] | 1.500 |
Center line height [mm] | 1.250 |
Width [mm] | 2.200 |
Feed port height [mm] | 1.550 |
Weight [kg] | 11 L/D: Specification depends on requirements 15 L/D: 14.000 19 L/D: Specification depends on requirements |
Max. screw speed [rpm] | 120 |
Max. drive rating [kW] | 280 |